بازرسی به روش اولتراسونیک (UT)

بازرسي فراصوتي (UT)
آزمون آلتراسونیک یا Ultrasonic Test یکی از روش های NDT جهت کشف عیوب زیرسطحی جوش می باشد. كلمه آلتراسونيك از نظر واژه اي به معني فرا صوت يا ماوراء صوت مي باشد و اصطلاحاً به فركانس هاي بيشتر از فركانسهاي صوتي ) حد شنوائي ( اطلاق مي شود. فركانسهاي صوتي به فركانس هائي گفته مي شود كه بوسيله گوش انسان قابل درک مي باشد. ) فركانسهاي تا 20000سيكل يا 20 كيلو هرتز در ثانيه( بنابراين امواج آلتراسونيك داراي فركانسهاي بيشتر از20000 سيكل در ثانيه مي باشد. در تمام دستگاه هاي آلتراسونيك دو قسمت اساسي لازم است:
1- مولد يا منبع قدرت كه انرژي الكتريكي در فركانسهاي مورد لزوم را توليد مي كند.
2- تبديل كننده كه ضربان الكتريكي را به نوسانات مكانيكي و بالعكس تبديل مي نمايد.
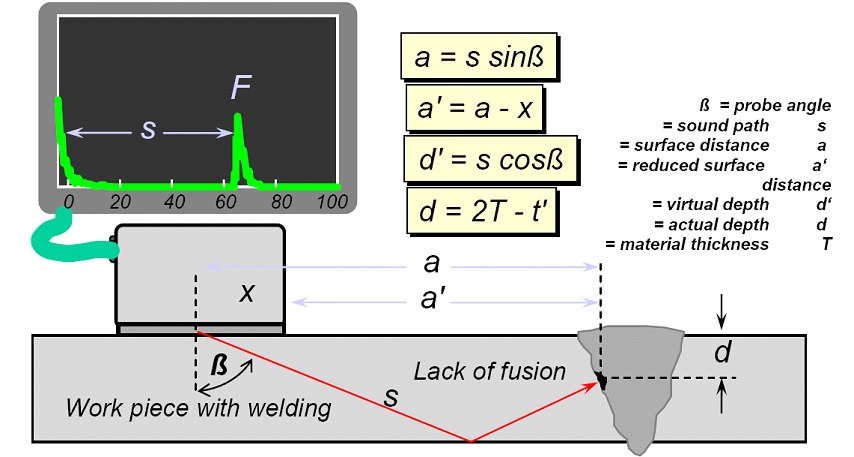
پروب، مبدل يا تبديل كننده كه انرژي الكتريكي دريافتي از مولد را به انرژي نوساني مكانيكي با همان فركانس تبديل مي كند ممكن است از نوع پيزوالكتريك و يا از نوع ماگنتواستريكتيو باشد. مبدل پيزو الكتريك متداولتر است و از كريستال طبيعي كوارتز يا سراميك پلي كريستالين مثل رسوب زيركونيت تیتانیت (موسوم به PZT) تشكيل شده است. اگر جسم مزبور در معرض تغيير سريع ولتاژ قرار گيرد بطور آني ابعاد آن تغيير مي كند و بالعكس وقتي كه نيروهاي مكانيكي به سطوح مختلف عنصر پيزوالكتريك اثر كند، تغييرات الكتريكي توليد مي شود، بطوري كه عنصر مزبور قادر است نوسانات مكانيكي را به انرژي الكتريكي تبديل نمايد. پروب هاي ماگنتواستريكتيو داراي ماده اي هستند كه تحت تاثير ميدان مغناطيسي بمقدار كمي تغيير شكل مي دهند. ساده ترين آن، از يك قطعه با فرم مناسبي از ماده مورد بحث )معمولا” نيكل يا آلياژهاي آن (تشكيل شده كه در داخل سيم پيچ بصورت مغزه يا هسته قرار دارد. از سيم پيچ مزبور جريان پلاريزه يك جهته عبور نموده و با جريان متناوب ديگري ايجاد ميدان مغناطيسي مي نمايد. ميدان مغناطيسي متغيير ايجاد شده مغزه يا هسته نيكلي را به رزنانس درآورده و باعث تغيير طول آن مي شود. ضربان هاي فرا صوتي بصورت عمودي يا تحت زاويه اي وارد جسم مورد آزمايش شده و در قطعه سالم به طرف ديگر رسيده و منعكس مي شود و يا در قطعه معيوب پس از برخورد به عيب انعكاس مي يابد. ضربان هاي منعكس شده يا با گيرنده جداگانه يا اغلب با همان فرستنده دريافت مي شوند، تبديل به نمادهایي شده و برروي صفحه لوله اشعه كاتدي ظاهر مي شود و از روي آن نمادهاي موقعيت عيب مشخص مي شود (مطابق شکل) . حدود فرکانس معمولا از 25/0 تا 10 مگا هرتز است. در فولاد هر مگاهرتز به طول موج حدود 6 میلی متر مربوط می شود. فركانسهاي كم براي فلزات ريختهاي دانه درشت بكارمي رود.
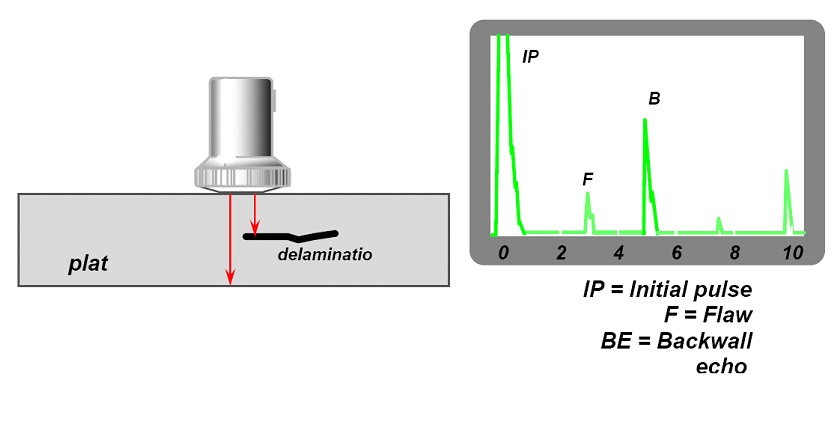
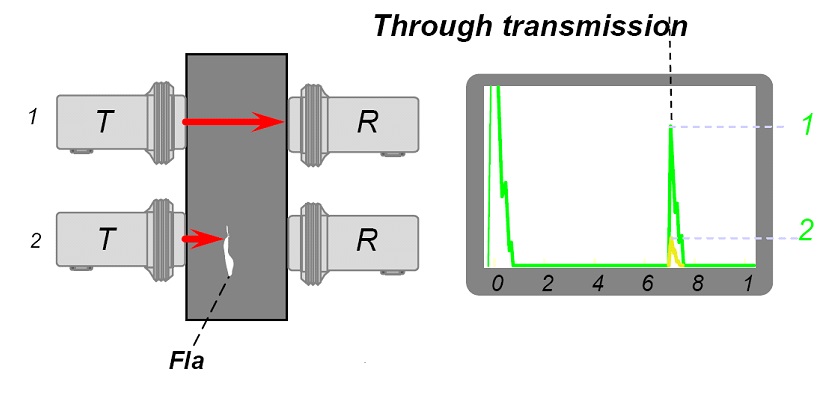
دراين روش بازرسي علائم ناشي از تركها، عدم ذوب، منافذ، عدم نفوذ، حبس سرباره را دريافت و ارزيابي مي نمايند. براي بازرسي درز جوش هاي خطوط لوله، پل ها، مخازن تحت فشار، اسكلت هاي فلزي و ساير اتصالات از دستگاه هاي فرا صوتي قابل حمل استفاده مي شود. مزيتي كه بر راديوگرافي دارد، نياز به دسترسي فقط از يك طرف مي باشد. در مقايسه با پرتونگاري از نظر ضخامت، امواج فرا صوت حساسيت كمتري دارد. تورق يا لايه به لايه بودن را در صورتي كه در جهت عمود بر موج باشد خوب آشكار مي سازد. ولي پرتونگاري فقط با تابش اشعه در جهت موازي با لايه ها عيب را ظاهر مي كند. با وجود اين، تفسير نتايج، هم به مهارت و هم مراجعه به بلوک هاي استاندارد داراي عيوب معلوم بستگي دارد. در سيستم عيب يابي با امواج فرا صوت بازرس بدنبال ناهماهنگي هائي مي باشد كه امواج را برگشت داده و يا حالت سايه مانندي براي آنها ايجاد مي كنند. به هرحال بعضي از عيوب مثل دانه بندي هاي درشت و نابجائي ها و عيوبي نظير وجود ناخالصي ها وذرات خارجي منظم در يك قطعه اگر اندازه آن ها نسبت به طول موج فرستاده شده كوچك باشد، ممكن است انعكاسات منظمي را توليد ننمايند. كوتاه كردن طول موج بوسيله اضافه كردن فركانس باعث جذب بيشتر امواج خواهد شد. در نتيجه، جزئي ترين عيوب درساختمان يك قطعه، بوسيله اندازه گيري جذب امواج فرستاده شده در آن قطعه مي تواند مورد شناسائي و بررسي قرارگيرد.